
บทนำ หลักสูตร Why Why Analysis
การดำเนินกิจกรรมในแต่ละกระบวนการมีเป้าหมายเฉพาะเรื่อง เพื่อทำให้เกิดผลลัพย์ที่สามารถตอบสนองความต้องการของกระบวนการถัดไป จนถึงลูกค้าผู้ใช้งาน ในแต่ละกระบวนการมีปัจจัยที่สำคัญที่เกี่ยวข้องต่อการปฏิบัติงาน เช่น คน เครื่องจักรอุปกรณ์ วัตถุดิบ วิธีการ และสภาพแวดล้อม 4M1E ไม่มีปัจจัยใดที่จะคงความสมบูรณ์และเหมาะสมอยู่ตลอดเวลา เมื่อไหร่ก็ตามที่เกิดความผิดปกติของปัจจัยเหล่านั้น ปัญหาย่อมเกิดขึ้น
ปัญหา คือ ความแตกต่างระหว่างผลที่เกิดขึ้นจริงและสิ่งเป้าหมายที่ต้องการ/คาดหวังซึ่งอาจเกิดขึ้นซึ่งอาจอยู่ในรูปแบบที่สามารถวัดได้และรู้สึกได้
แต่ทุกปัญหาต้องได้รับการแก้ไข/ป้องกันการเกิดซ้ำ ในอุตสาหกรรมการผลิตได้มีการประยุกต์ใช้หลักการแก้ไขปัญหาหลากหลายประเภทเข้ามาใช้เช่น QCC ,QC Story , 8D ,5 Principles ,CAR & PAR เป็นต้น ซึ่งที่กล่าวมานี้เป็นเพียงกระบวนการทั้งหมด ซึ่งจะพบว่าผู้ที่แก้ไขรู้เพียงกระบวนการไม่รู้เครื่องมือสำหรับใช้ในการวิเคราะห์หรือแสดงผลก็อาจจะไม่สามารถแก้ไขปัญหาได้

แต่ทุกปัญหาต้องได้รับการแก้ไข/ป้องกันการเกิดซ้ำ ในอุตสาหกรรมการผลิตได้มีการประยุกต์ใช้หลักการแก้ไขปัญหาหลากหลายประเภทเข้ามาใช้เช่น QCC ,QC Story , 8-Disciplines (8D) ,5 Principles ,CAR & PAR เป็นต้น ซึ่งที่กล่าวมานี้เป็นเพียงกระบวนการทั้งหมด ซึ่งจะพบว่าผู้ที่แก้ไขรู้เพียงกระบวนการไม่รู้เครื่องมือสำหรับใช้ในการวิเคราะห์หรือแสดงผลก็อาจจะไม่สามารถแก้ไขปัญหาได้

ซึ่งในขั้นตอนเหล่านี้มีกระบวนการหนึ่งที่สำคัญคือ การวิเคราะห์หาสาเหตุที่ทำให้เกิดปัญหาซึ่งมีเครื่องมือ มากมายแต่ที่นิยมใช้กันคือ Why Why Analysis และ Cause and Effect Diagram
แนวคิดของ Cause and Effect Diagram

เป็นแผนผังที่แสดงถึงความสัมพันธ์ระหว่างปัญหากับสาเหตุทั้งหมดที่เป็นไปได้ที่อาจก่อให้เกิดปัญหานั้นเราอาจคุ้นเคยกับแผนผังสาเหตุและผล ในชื่อของ “ผังก้างปลา (Fish Bone Diagram) ” เนื่องจากหน้าตาแผนภูมิมีลักษณะคล้ายปลาที่เหลือแต่ก้าง หรือหลายๆ คนอาจรู้ จักในชื่อของแผนผังอิชิกาว่า (Ishikawa Diagram) ซึ่งได้รับการพัฒนาครั้งแรกเมื่อปี ค.ศ. 1943 โดย ศาสตราจารย์คาโอรุ อิชิกาว่า แห่งมหาวิทยาลัยโตเกียว

เมื่อผู้ดำเนินการแก้ไขปัญหาสามารถใช้เครื่องมือในการวิเคราะห์ปัญหาเพื่อค้นหาสาเหตุได้ ก็สามารถทำให้การจัดการกับปัญหานั้นเกิดประสิทธิภาพเนื่องจากได้จัดการกับสาเหตุที่แท้จริงที่ทำให้เกิดปัญหา

Five Whys ( หรือ 5 Whys ) เทคนิคนี้ได้รับการพัฒนาโดย ซากิจิ โทโยดะ Sakichi Toyoda และถูกนำมาใช้ภายใน Toyota Motor Corporation ในช่วงวิวัฒนาการของวิธีการผลิต เป็นองค์ประกอบที่สำคัญของ การฝึกอบรม การแก้ปัญหา ซึ่งเป็นส่วนหนึ่งของการชักนำเข้าสู่ ระบบการผลิตแบบโตโย ต้า สถาปนิกของระบบการผลิตโตโยต้า ไทอิจิ โอโนะ Taiichi Ohno ผู้ที่ได้รับขนานนามว่า บิดาแห่งการ ลีน (lean) เจ้าของแนวคิด Toyota Production System อธิบายวิธีการ 5 เหตุผลว่าเป็น “พื้นฐานของวิธีการทางวิทยาศาสตร์ของโตโยต้า โดยถามซ้ำว่าทำไม 5 ครั้ง วิธีการนี้อธิบายไว้ในหนังสือ Toyota Production System: Beyond Large-Scale Production จะทำให้ทราบสาเหตุที่เป็นต้นตอที่แท้จริงของปัญหาได้

หลักสูตร 5 Whys เกี่ยวข้องกับการจัดการประชุมทันทีหลังเกิดปัญหาเพื่อดำเนินการแก้ปัญหาที่บริษัทกำลังเผชิญอยู่ ปัญหาเหล่านี้อาจเป็นอะไรก็ได้: ข้อผิดพลาดในการพัฒนา การหยุดทำงานของไซต์ ความล้มเหลวของโปรแกรมการตลาด หรือแม้กระทั่งการพลาดกำหนดการภายใน เมื่อใดก็ตามที่เกิดสิ่งที่ไม่คาดฝัน เราสามารถวิเคราะห์สาเหตุที่แท้จริงได้

หลักสูตร Why Why Analysis เป็นเทคนิคการวิเคราะห์หาปัจจัยที่เป็นต้นเหตุให้เกิดปรากฏการอย่างเป็นระบบ มีขั้นมีตอน ไม่เกิดการตกหล่น ซึ่ง “ไม่ใช่การคิดแบบคาดเดา ,นั่งเทียน หรือ เหวี่ยงแห่” โดยหลักการวิเคราะห์ “ทำไม”

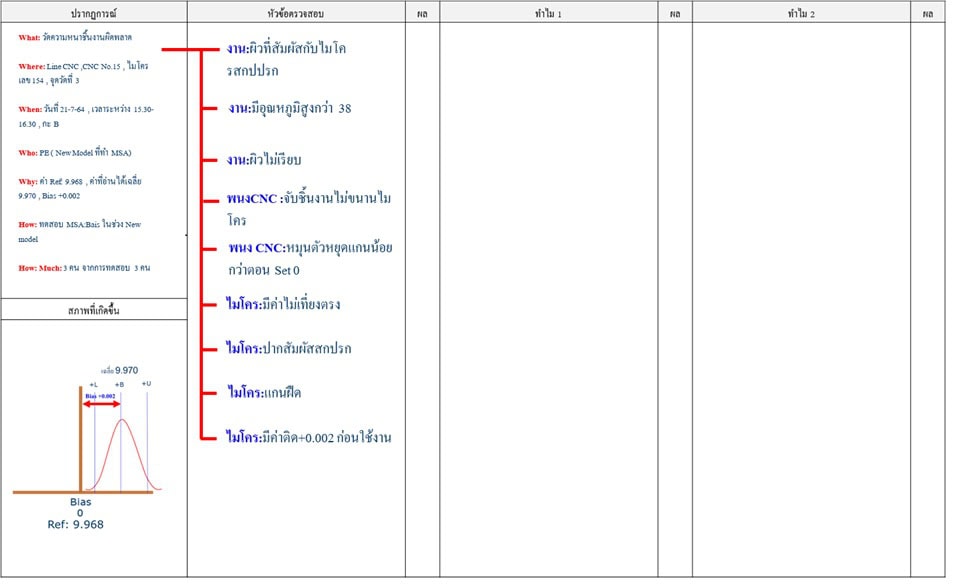
ขั้นตอนที่ 1 ยึดกุมข้อเท็จจริงของปัญหาและทำให้ปรากฏการณ์มีความกระชับ
5W2H เครื่องมือทบทวนทำให้ปัญหาชัดเจน
What พบปัญหาอะไร
Where เกิดขึ้นที่ไหน กระบวนการไหน เครื่องไหน ตำแหน่งไหน
When เกิดขึ้นเมื่อไหร่ วันไหน เวลาไหน
Who ใครเป็นคนพบ
Why ทำไมถึงบอกว่าเป็นปัญหา เทียบกับมาตรฐานจุดไหน
How แล้วพบได้อย่างไร วิธีการวัด สุ่มวัด หรือ เช็ค100
How Much พบจำนวนเท่าไหร่ จากทั้งหมดเท่าไหร่

ขั้นตอนที่ 2 ทำความเข้าใจกับระบบ (โครงสร้าง) ของเครื่องจักร หรือ หน้าที่งาน และบทบาท (การทำหน้าที่) ของสิ่งที่จะทำการวิเคราะห์ โดยเชิงกายภาพหรือเชิงระบบ

ขั้นตอนที่ 3 บ่งชี้ข้อกำหนดที่ถูกต้องโดยอาศัยหลักการ
1. มองจากสภาพที่ควรจะเป็น
ใช้ในลักษณะ : ที่ผู้วิเคราะห์ทราบเพียงแค่ข้อแม้ที่ควรจะเป็นไม่สามารถกำหนดลักษณะแบบเฉพาะได้ เช่น ความร้อนต้องพอดี , ความเร็วต้องหมาะสม เป็นต้น
2. มองจากหลักเกณฑ์หรือทฤษฏี
ใช้ในลักษณะ : ที่ผู้วิเคราะห์ทราบข้อแม้แบบชัดเจน ซึ่งแหล่งที่มาของข้อมูลอาจจะมาจากเอกสารเช่น CP , WI ที่จะบอกเกณฑ์ เช่น ความร้อน150±10องศา , ความเร็ว 76±5รอบ เป็นต้น

ขั้นตอนที่ 4 ค้นหาสาเหตุที่ทำให้เกิดปรากฏการณ์ก่อนหน้า
ขั้นตอนที่ 5 ยืนยันการเกิดของสาเหตุต้องสงสัยและพิสูจน์ความสัมพันธ์กับปรากฏการณ์ก่อนหน้า
ก่อนการวิเคราะห์ Why ถัดไป ต้องดำเนินการตรวจสอบ สาเหตุต้องสงสัย
– สิ่งนั้นเกิดขึ้นจริงไหม
– สิ่งที่เกิดจริงนั้นมีความสัมพันธ์หรือเกี่ยวข้องกับปรากฏการณ์ไหม อาจอาศัยเช่น การทดลอง การวิเคราะห์ทางสถิติ

หมายเหตุ
ถ้าไม่เกิดขึ้นจริง ให้แสดงเครื่องหมาย Batsu (バツ) “X” คือ ไม่ถูกต้อง โดยไม่ต้องไปพิสูจน์ความสัมพันธ์
ถ้าเกิดขึ้นจริง แต่ไปพิสูจน์ความสัมพันธ์ พบว่าไม่เกี่ยวข้องกันกับปรากฏการณ์ก่อนหน้า ให้แสดงเครื่องหมาย Batsu (バツ) “X” คือ ไม่ถูกต้อง
ถ้าเกิดขึ้นจริง และพิสูจน์ความสัมพันธ์ พบว่าเกี่ยวข้องกันกับปรากฏการณ์ก่อนหน้า ให้แสดงเครื่องหมาย Maru (丸) “ O ” คือ ถูกต้องแล้ว ( ต้องวิเคราะห์หารางเหง้าต่อ )


หลักสูตร 5W Images

ข้อแนะนำในการวิเคราะห์
– อย่าตั้งเป้าหมายของสาเหตุ ( เช่น สีเพี้ยน ผมรู้ว่าสาเหตุเกิดจากสัดส่วนผสมไม่ถูกต้อง ก็เขียนแสดงผล Why Why ให้ไปจบตรงนั้นสิ)
– อย่าคิดล่วงหน้า ( เช่น ถ้ามาเจอสาเหตุที่จัดการได้ยาก จะทำยังไงดี )
– ให้สนใจแค่ปรากฏการณ์ที่วิเคราะห์พอและยึดกุมทำความเข้าใจมันให้ชัดเจน ( เช่น เป็นครีบ ขูดขีด อาการแตกต่างสาเหตุแตกต่าง)
– จำนวนข้อความไม่ได้บ่งชี้ถึงคุณภาพของการวิเคราะห์ ( เช่น ต้องระบุสาเหตุให้ได้มากสุดถึงดีทั้งที่เกี่ยวหรือไม่เกี่ยวค่อยไปกรองกันทีหลัง)
– ไม่จำเป็นต้องไปถึง 5 ( วิเคราะห์จนพบสาเหตุที่สามารถพอกำหนดวิธีการจัดการได้ ถ้าไม่หายค่อย เพิ่มเติมอีกที)

การบริหารโดยข้อเท็จจริง (Management By Fact )
หลักการ 5 GEN มีความสำคัญอย่างยิ่งในการแก้ปัญหาทุกอย่าง ไม่ว่าจะเป็นปัญหาเล็กๆ น้อยๆ จนกระทั่งปัญหาใหญ่ๆ โดยการบริหารข้อเท็จจริง เป็นพื้นฐานในการสังเกตการณ์ สภาพปัญหา และวิเคราะห์ข้อมูล เพื่อหาสาเหตุรากเหง้าของปัญหา ซึ่งจะทำให้การแก้ปัญหาได้ถูกต้อง ตรงจุด เกาได้ถูกที่คัน การจะได้ซึ่งข้อเท็จจริง จะไม่ใช่แค่ดูรายงาน ดูข้อมูล แต่จะต้องลงไปดู ฟัง สัมผัส กับพื้นที่จริงหรือลองทำจริงๆ ดูของจริง สถานการณ์จริงในการปฏิบัติ
วัตถุประสงค์
1. เพื่อให้ผู้เข้าอบรมได้ทราบถึงหลักการและแนวทางการแก้ไขปัญหาด้วยแนวทางต่างๆ
2. เพื่อให้ผู้เข้ารับการอบรมทราบหลักการและมีทักษะในการใช้เครื่องมือ Why-Why Analysis และ Cause and Effect Diagram เพื่อการวิเคราะห์หาสาเหตุที่แท้จริงที่ทำให้เกิดปัญหาจนสามารถนำไปสู่กระบวนการแก้ไขปัญหาที่เหมาะสม
กลุ่มเป้าหมาย : ผู้บริหาร ผู้จัดการ หัวหน้างาน และผู้ที่สนใจ
จำนวนผู้เข้าอบรม : 30 คน/รุ่น
กำหนดการอบรม 1 วัน 09.00-16.30
หัวข้อสัมมนา อบรม หลักสูตร Why Why Analysis
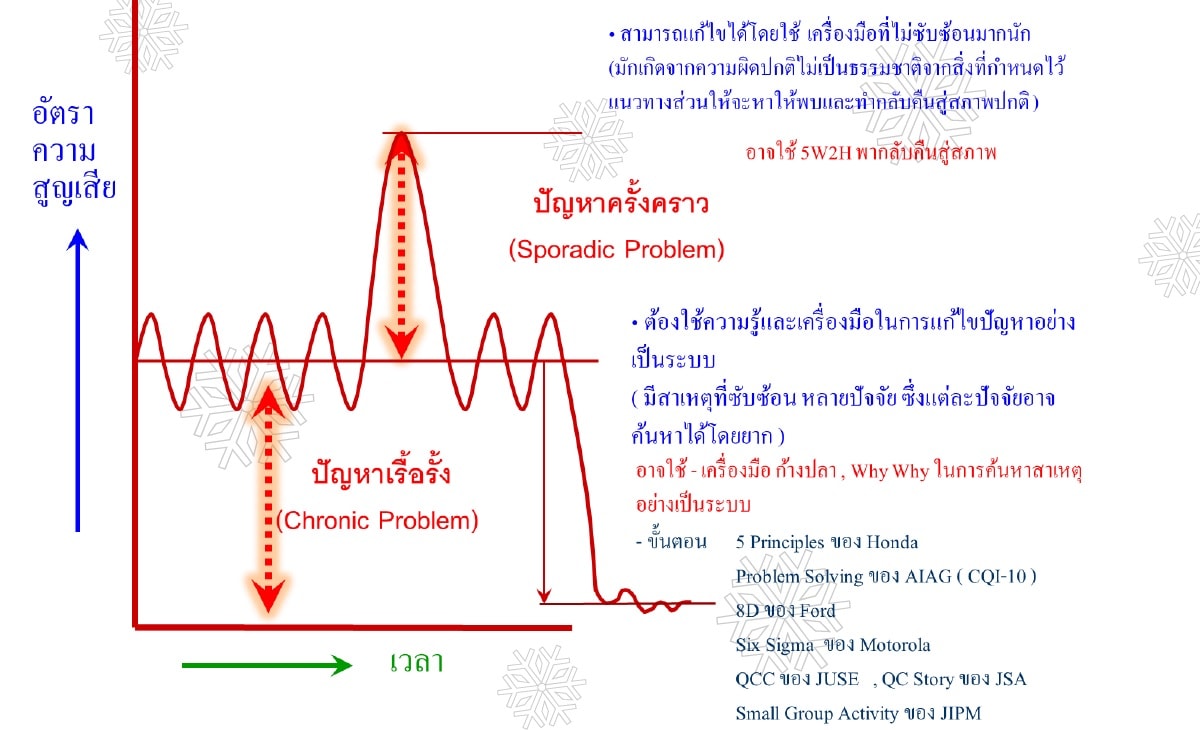
บทนำ
– ปัญหาและประเภทสาเหตุที่ทำให้เกิดปัญหา
– กระบวนการแก้ไขปัญหาต่างๆ
– หลักการ 5 Gen สำหรับวิเคราะห์ปัญหา
Cause & Effect diagram
– แนวคิดการวิเคระห์หาสาเหตุของปัญหา Cause & Effect diagram
– ขั้นตอนการวิเคราะห์ Cause & Effect diagram
1. กำหนดปัญหาให้ชัดเจน
2. กำหนดปัจจัย 4M1E ที่เกี่ยวข้องกับปัญหา
3. วิเคราะห์สาเหตุและทวนสอบสาเหตุโดยคำว่าทำให้
4. จัดลำดับความสำคัญของการพิสูจน์
5. ดำเนินการพิสูจน์สาเหตุและสรุปสาเหตุเบื้องต้น
– Work Shop
Why-Why Analysis
– แนวคิดการวิเคราะห์หาสาเหตุของปัญหาของ Why-Why Analysis
– ขั้นตอนการวิเคราะห์ Why-Why Analysis
– 1. ยึดกุมข้อเท็จจริงของปัญหาและทำให้ปรากฏการณ์มีความกระชับ
– Work Shop การทบทวนปัญหาให้ชัดเจน
– 2.ทำความเข้าใจกับระบบ (โครงสร้าง) ของเครื่องจักร หรือ หน้าที่งาน และบทบาท (การทำหน้าที่) ของสิ่งที่จะทำการวิเคราะห์ โดยเชิงกายภาพหรือเชิงระบบ
– 3. บ่งชี้ข้อกำหนดที่ถูกต้องโดยอาศัยหลักการ
o จากสภาพที่ควรจะเป็น
o จากหลักการและกฎเกณฑ์
– Work Shop การทำความเข้าใจระบบและบ่งชี้สภาพที่ถูกต้อง
4 ค้นหาสาเหตุที่ทำให้เกิดปรากฏการณ์ก่อนหน้า
o โดย ถามว่า แล้ว “ทำไม” ถึงเกิดปรากฏการณ์นั้นขึ้น
o บ่งชี้สาเหตุที่น่าจะเกี่ยวข้องกับปรากฏการณ์และทวนสอบผลการวิเคราะห์โดยใช้คำว่า “ทำให้” ย้อนกลับ
– Work Shop การวิเคราะห์
– 5. ยืนยันการเกิดของสาเหตุต้องสงสัยและพิสูจน์ความสัมพันธ์กับปรากฏการณ์ก่อนหน้า
– 6. เสนอมาตรการจัดการและแผนการดำเนินงาน
– Work Shop กำหนดมาตรการแก้ไข (นำเสนอผลการวิเคราะห์และอภิปราย)
รูปแบบการ อบรม หลักสูตร Why Why Analysis
– บรรยาย 40% Workshop 60%
– ใช้หลักการระดมสมองร่วมทำกิจกรรมกลุ่มวิเคราะห์สาเหตุของปัญหา