
บทนำ
หากย้อนกลับไปในอุตสาหกรรมยานยนต์เมื่อหลายสิบปีก่อน ผู้ผลิตรถยนต์แต่ละภูมิภาคมีแนวทางการควบคุมคุณภาพของตนเอง ในสหรัฐอเมริกา ผู้ผลิตรถยนต์รายใหญ่ ได้แก่ Ford, GM และ Chrysler ได้ร่วมกันก่อตั้งองค์กรชื่อ AIAG (Automotive Industry Action Group) ในปี 1982 เพื่อพัฒนามาตรฐานคุณภาพร่วมกันทั้งห่วงโซ่อุปทาน ผลลัพธ์สำคัญคือการพัฒนาเครื่องมือที่เรียกว่า Automotive Core Tools เช่น APQP, PPAP, SPC และ MSA (Measurement System Analysis) ซึ่งใช้เพื่อให้ข้อมูลการวัดมีความน่าเชื่อถือก่อนนำไปควบคุมกระบวนการผลิต
ในขณะเดียวกัน ฝั่งยุโรป โดยเฉพาะเยอรมนี ก็มีองค์กรของตนเองชื่อ VDA (Verband der Automobilindustrie) ซึ่งเป็นสมาคมอุตสาหกรรมยานยนต์ที่พัฒนามาตรฐานคุณภาพ เช่น VDA Volume 5 สำหรับการประเมินความสามารถของกระบวนการวัด
ในอดีต ซัพพลายเออร์ที่ต้องส่งชิ้นส่วนให้ทั้งผู้ผลิตรถยนต์อเมริกาและเยอรมนี มักต้องจัดทำเอกสารคุณภาพ สองระบบ เพราะแนวทาง AIAG และ VDA แตกต่างกัน โดยเฉพาะด้านการวิเคราะห์ระบบการวัด (MSA)
ปัจจุบัน อุตสาหกรรมยานยนต์กำลังพยายามทำให้มาตรฐานทั้งสองแนวทาง สอดคล้องกันมากขึ้น เพื่อให้ซัพพลายเออร์ทั่วโลกใช้แนวทางเดียวกัน และทำให้การควบคุมคุณภาพมีประสิทธิภาพมากยิ่งขึ้น.
AIAG หลักสูตร MSA AIAG&VDA 1st
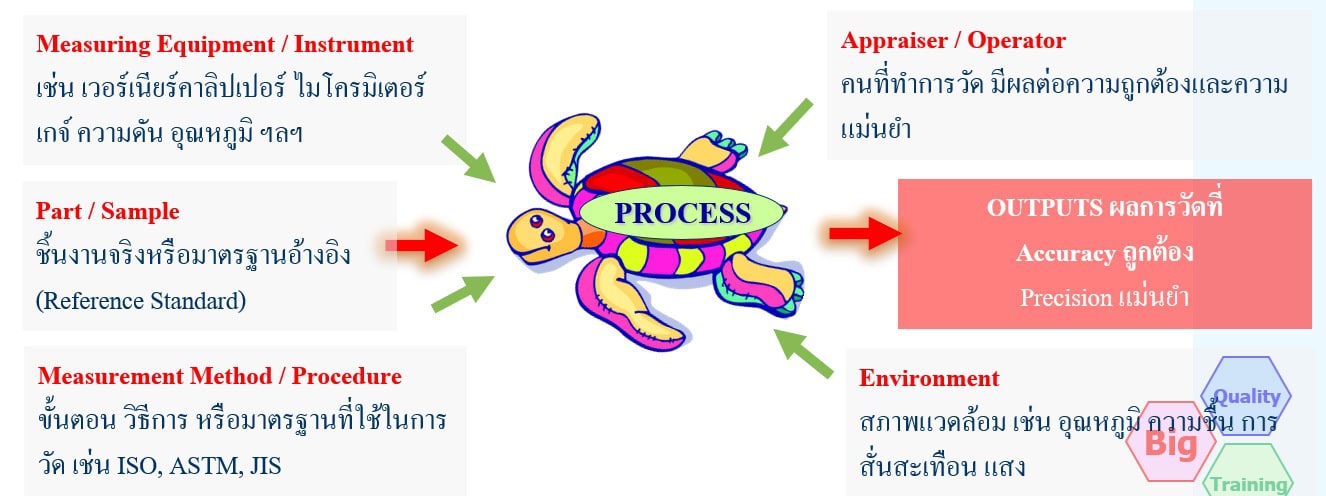
Measurement System Analysis : MSA คือ การวิเคราะห์คุณสมบัติเชิงสถิติของการวัดเพื่อจำแนกปัญหาที่พบในระบบการวัด หรือ คุณภาพของระบบการวัด ซึ่งอาจมีสาเหตุมาจาก เช่น คน เครื่องมือ วิธีการ สภาพแวดล้อม เพื่อนำไปใช้เป็นข้อมูลในการปรับปรุงระบบการวัดทำให้การวัดมีคุณภาพ ( ถูกต้องและแม่นยำ ) น่าเชื่อถือ
Measurement System คือ องค์ประกอบทั้งหมดที่เกี่ยวข้องกับการวัด ตรวจสอบ ทดสอบ ได้แก่ เครื่องมือหรือเกจ มาตรฐาน ขั้นตอนการปฏิบัติ วิธีการ อุปกรณ์ยึดจับ ซอฟต์แวร์ บุคลากร สิ่งแวดล้อม และสมมติฐานต่าง ๆ ที่ใช้ในการหาปริมาณ หน่วยวัด หรือกำหนดค่าประเมินให้กับลักษณะเฉพาะของคุณลักษณะ ( เน้นว่า Measurement System ไม่ใช่แค่เครื่องมือ )
VDA & ISO22514-7
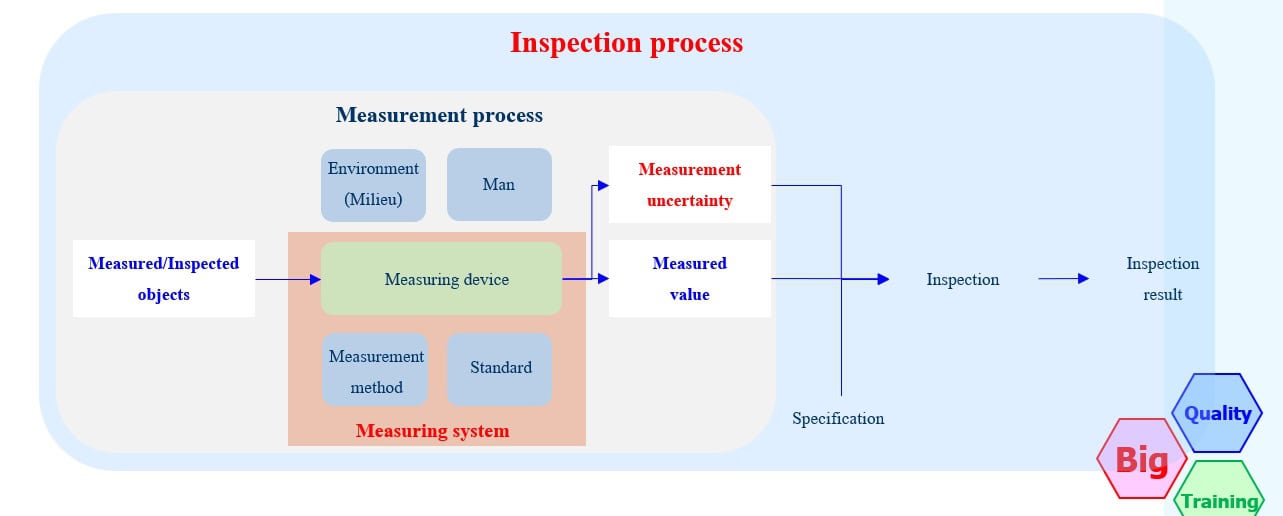
Measurement process : Set of operations to determine the value of a quantity ชุดของกระบวนการที่ใช้กำหนดค่าของปริมาณหนึ่งๆ : ตาม ISO/IEC Guide 99:2007 (VIM), ข้อ 2.2
Measuring system : Measuring instrument and any other device necessary for a particular measurement procedure เครื่องมือวัดและอุปกรณ์อื่นใดที่จำเป็นต่อการดำเนินกระบวนการวัดที่กำหนดไว้ : ตาม ISO/IEC Guide 99:2007 (VIM), ข้อ 2.8
วิธีการประเมินคุณภาพของระบบการวัด
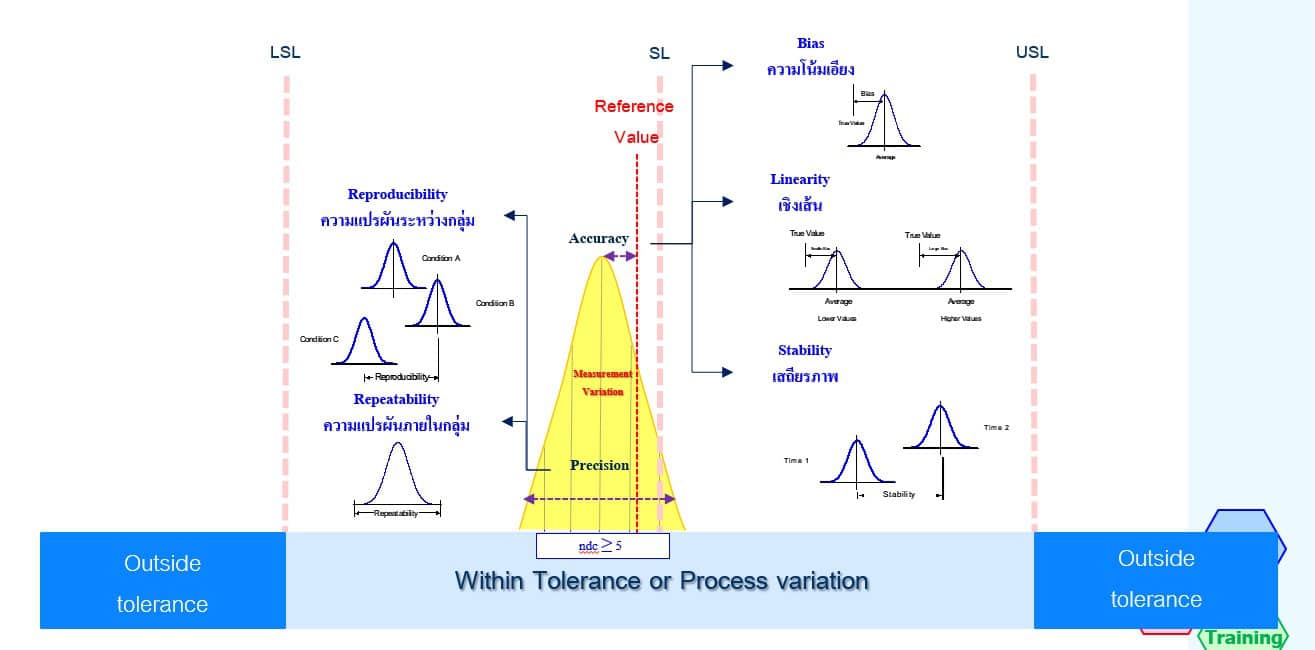
Measurement Variation มุ่งเน้นการวิเคราะห์ความแปรผันภาพรวมในระบบการวัด จำแนกการวิเคราะห์เป็น 2 ส่วนใหญ่ Accuracy และ Precision ด้วยเครื่องมือต่างๆ ซึ่งไม่ได้แยกแยะแหล่งกำเนิดความแปรผันออกมาเป็นแต่ละปัจจัย (เครื่องมือหรือเกจ มาตรฐาน ขั้นตอนการปฏิบัติ วิธีการ อุปกรณ์ยึดจับ ซอฟต์แวร์ บุคลากร สิ่งแวดล้อม) ต้องมาทำการวิเคราะห์หาสาเหตุหลังจากการประเมินผล
มีปัญหาในการปรับปรุงคุณภาพระบบการวัดเนื่องจาก
“การบ่งชี้สาเหตุที่ผิดพลาด (Identification of error sources)” เป็นหนึ่งในปัญหาสำคัญของการทำ MSA แบบ AIAG จึงนำไปสู่การใช้บริบท ISO 22514-7 และ ISO 14253-1 เข้ามาร่วมเป็นส่วนหนึ่งในการวิเคราะห์
เช่น
การทำ GR&R เป็นในส่วนวิเคราะห์ความแปรปรวนของระบบการวัดภาพรวมแยกเป็น
Repeatability Symbol : EV (Equipment Variation) สาเหตุจากเครื่องมือ
Reproducibility Symbol : AV (Appraiser Variation) สาเหตุจากผู้วัด
Part Symbol : PV (Part Variation) สาเหตุจากชิ้นงาน
Interaction สาเหตุจากชิ้นงานร่วมกับผู้วัด
ซึ่งในระบบการวัดหรือกระบวนการวัดจริงไม่ได้มีเพียง เครื่องมือ ผู้วัด ชิ้นงาน แต่ยังมีปัจจัยอื่นที่คลอบคุมปัจจัย 5M,6M
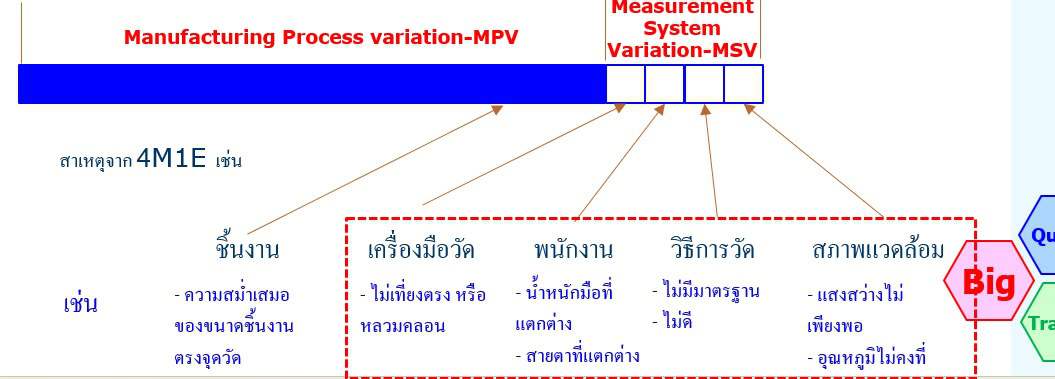
เช่น Repeatability ไม่ได้เกิดจากเครื่องมือเพียงอย่างเดียว แต่เกิดจากระบบการวัดทั้งหมด
ภายในชิ้นงาน (Within-Part / Sample) : รูปร่างของชิ้นงาน , ความหยาบผิว (Surface roughness), ความไม่สม่ำเสมอของวัสดุ,การเสียรูปทรง,อุณหภูมิชิ้นงาน
ภายในเครื่องมือวัด (Within-Instrument) : มีค่าความแม่นยำที่ไม่ดี , การตั้งค่าก่อนการใช้งาน ,รูปทรงของปากวัดงาน
ภายในวิธีการวัด (Within-Method) : วิธีการที่แตกต่างกันในแต่ละครั้ง , การจับวัด
ภายในสภาพแวดล้อม (Within-Environment) : อุณหรูมิที่แตกต่าง , การสันสะเทือน
ภายในผู้วัด (Within-Appraiser) : การอ่านค่า ,นำหนักหารกดหรือดึงเครื่องมือ , ความเข้าใจด้านเกณฑ์ยอมรับ
การลดปัญหาความซ้ำซ้อนการดำเนินงานของผู้ผลิต ด้านมาตรฐานของ AIAG กับ VDA จึงนำไปสู่การรวมให้เป็นมาตรฐานเดียวกัน ( VDA5 มีมุ่งมองคล้ายคลึง ISO 22514-7 )
ข้อจำกัด AIAG ไม่สามารถระบุ source ของ error ภายในเครื่องมือได้
เช่น Resolution , Temperature , Calibration , Drift , Fixture , Alignment ทั้งหมดนี้ AIAG MSA 4th ไม่สามารถแยกได้
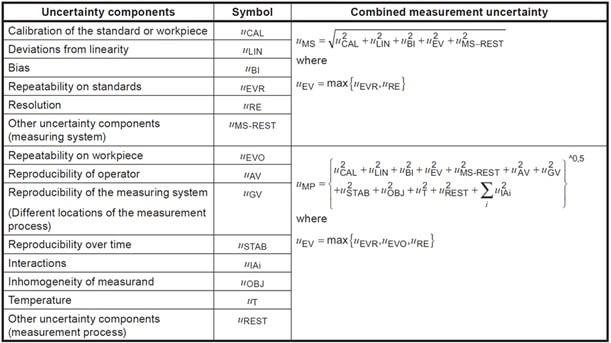
– แต่ VDA 5 และ ISO22514-7 มีการวิเคราะห์โดยการบ่งชี้ โดยแยกองค์ประกอบที่มีอิทธิพลต่อผลการวัดออกเป็นแต่ละ Influence Quantity อย่างเป็นระบบ (เช่น repeatability, calibration, resolution, temperature, part variation, stability ฯลฯ) และคำนวณ Standard Uncertainty ของแต่ละองค์ประกอบเพื่อสร้าง Uncertainty Budget ทำให้ง่ายต่อการบ่งชี้สาเหตุที่ต้องจัดการได้ถูกต้องและง่ายขึ้นทำให้องค์กรสามารถพัฒนาคุณภาพของระบบการวัดได้ดีขึ้น
VDA5 & ISO22514-7
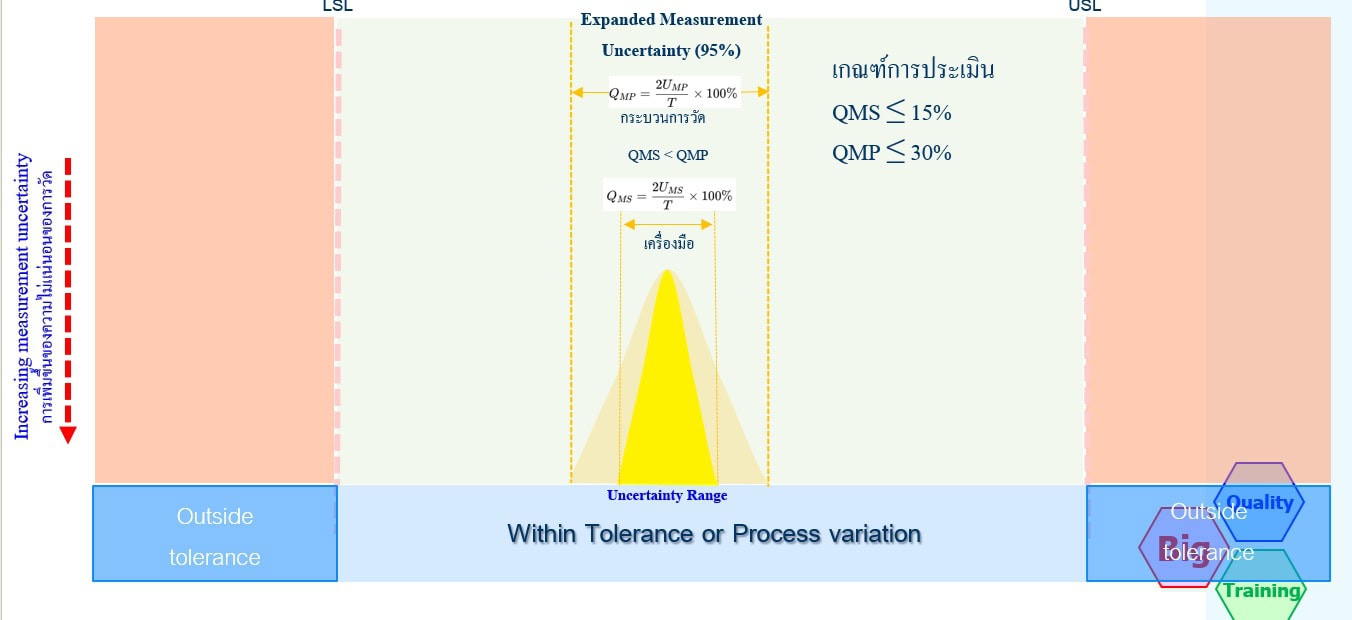
มุ่งเน้นการวิเคราะห์ “ความสามารถของกระบวนการวัด” โดยอิงแนวคิด Measurement Uncertainty ตาม GUM โดยแยกองค์ประกอบที่มีอิทธิพลต่อผลการวัดออกเป็นแต่ละ Influence Quantity อย่างเป็นระบบ (เช่น repeatability, calibration, resolution, temperature, part variation, stability ฯลฯ) และคำนวณ Standard Uncertainty ของแต่ละองค์ประกอบเพื่อสร้าง Uncertainty Budget จากนั้นรวมเป็น Expanded Measurement Uncertainty (U) เพื่อประเมิน Capability Ratio (QMS และ QMP) เทียบกับ Tolerance
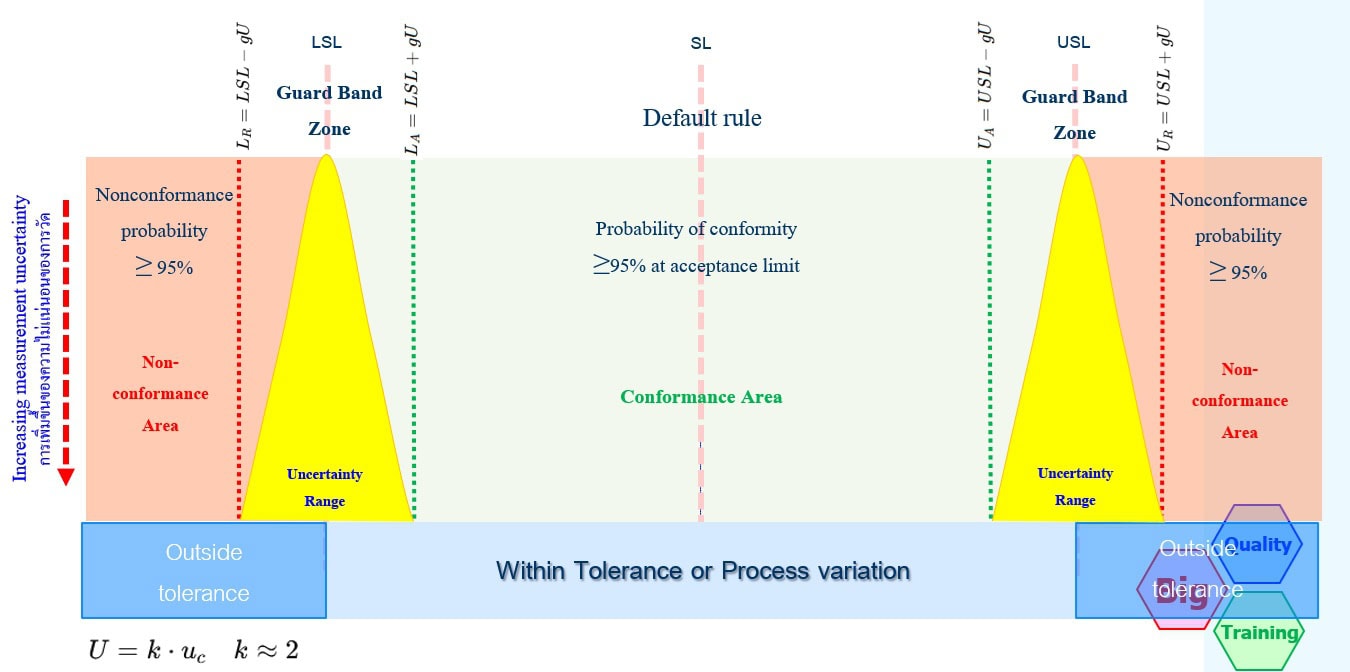
ISO 14253-1
มุ่งเน้นการใช้ Measurement Uncertainty ตามแนวคิด GUM เพื่อกำหนดกฎการตัดสิน (Decision Rules) ในการยืนยัน “ความสอดคล้องหรือไม่สอดคล้องของชิ้นงาน” กับข้อกำหนด โดยนำ Expanded Measurement Uncertainty (U) มาพิจารณาร่วมกับค่าที่วัดได้ (y) เพื่อสร้าง Acceptance Limits และ Rejection Limits (Guard Band) เพื่อลดความเสี่ยงจากการยอมรับของเสีย (False Accept) และการปฏิเสธของดี (False Reject) สามารถประเมินได้ 2 วิธีการ
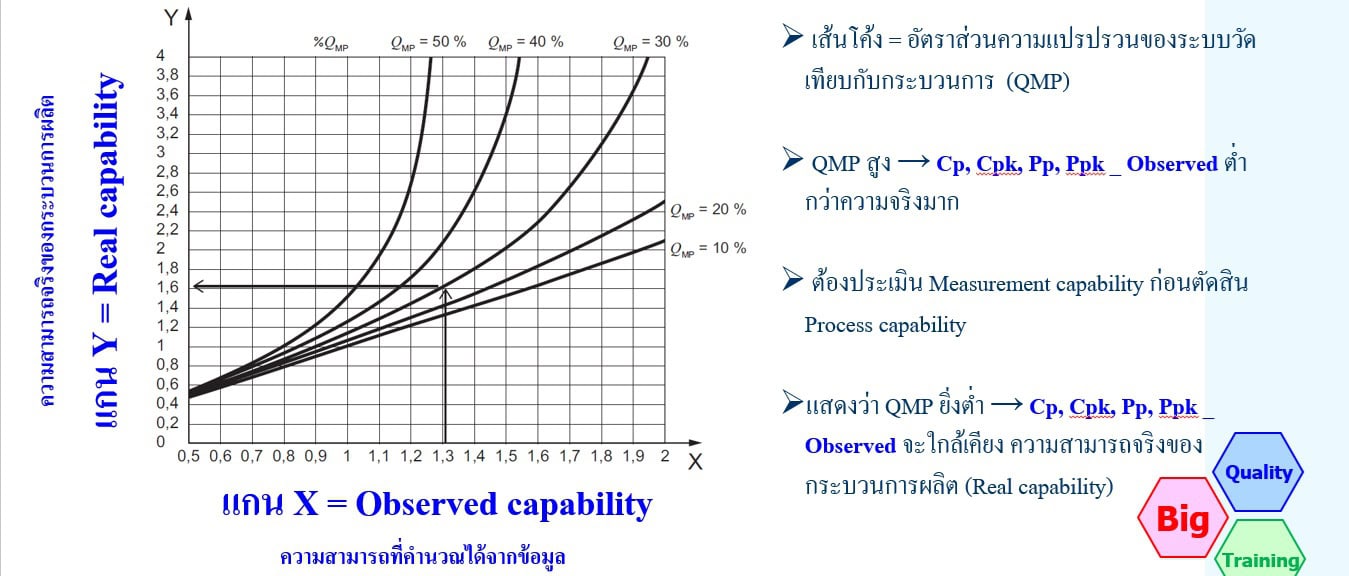
ความสัมพันธ์ระหว่างความสามารถกระบวนการ Cp, Cpk, Pp, Ppk และอัตราส่วนความแปรปรวนของระบบวัดเทียบกับกระบวนการ QMP
ค่าความสามารถของกระบวนการผลิตที่เราคำนวณได้ (Cp, Cpk, Pp, Ppk) “ถูกบิดเบือน จากความไม่แน่นอนของระบบการวัดมากแค่ไหน”
ความสัมพันธ์ทั้งหมดระหว่างความสามารถที่เราคำนวณได้จากข้อมูล (Observed capability) กับความสามารถจริงของกระบวนการผลิต (Real capability)
ชนิดความผิดพลาด หลักสูตร MSA AIAG&VDA
Type I Error (α) Producer Risk (False Rejection)
เป็นความผิดพลาดในการตัดสินที่เกิดขึ้นเมื่อผลการตรวจสอบหรือการวัด ปฏิเสธสินค้าที่เป็นไปตามข้อกำหนด (Conforming product) ว่าเป็นสินค้าไม่ผ่าน ทั้งที่จริงแล้วสินค้านั้นเป็นไปตามข้อกำหนด ความผิดพลาดลักษณะนี้ทำให้ผู้ผลิตสูญเสียโอกาสทางธุรกิจหรือต้องคัดทิ้งสินค้าที่ดีโดยไม่จำเป็น จึงเรียกความเสี่ยงนี้ว่า Producer Risk และในทางสถิติเรียกว่า Type I Error (α)
Type II Error (β) Consumer Risk (False Acceptance)
เป็นความผิดพลาดในการตัดสินที่เกิดขึ้นเมื่อผลการตรวจสอบหรือการวัด ยอมรับสินค้าที่ไม่เป็นไปตามข้อกำหนด (Nonconforming product) ว่าเป็นสินค้าที่ผ่านการยอมรับ ทั้งที่จริงแล้วสินค้านั้นควรถูกปฏิเสธ ความผิดพลาดลักษณะนี้ทำให้ลูกค้ามีความเสี่ยงที่จะได้รับสินค้าที่ไม่ได้คุณภาพ จึงเรียกความเสี่ยงนี้ว่า Consumer Risk และในทางสถิติเรียกว่า Type II Error (β)
เครื่องมือและลำดับขั้นในการวิเคราะห์ AIAG 4th เทียบ VDA5 & ISO22514-7
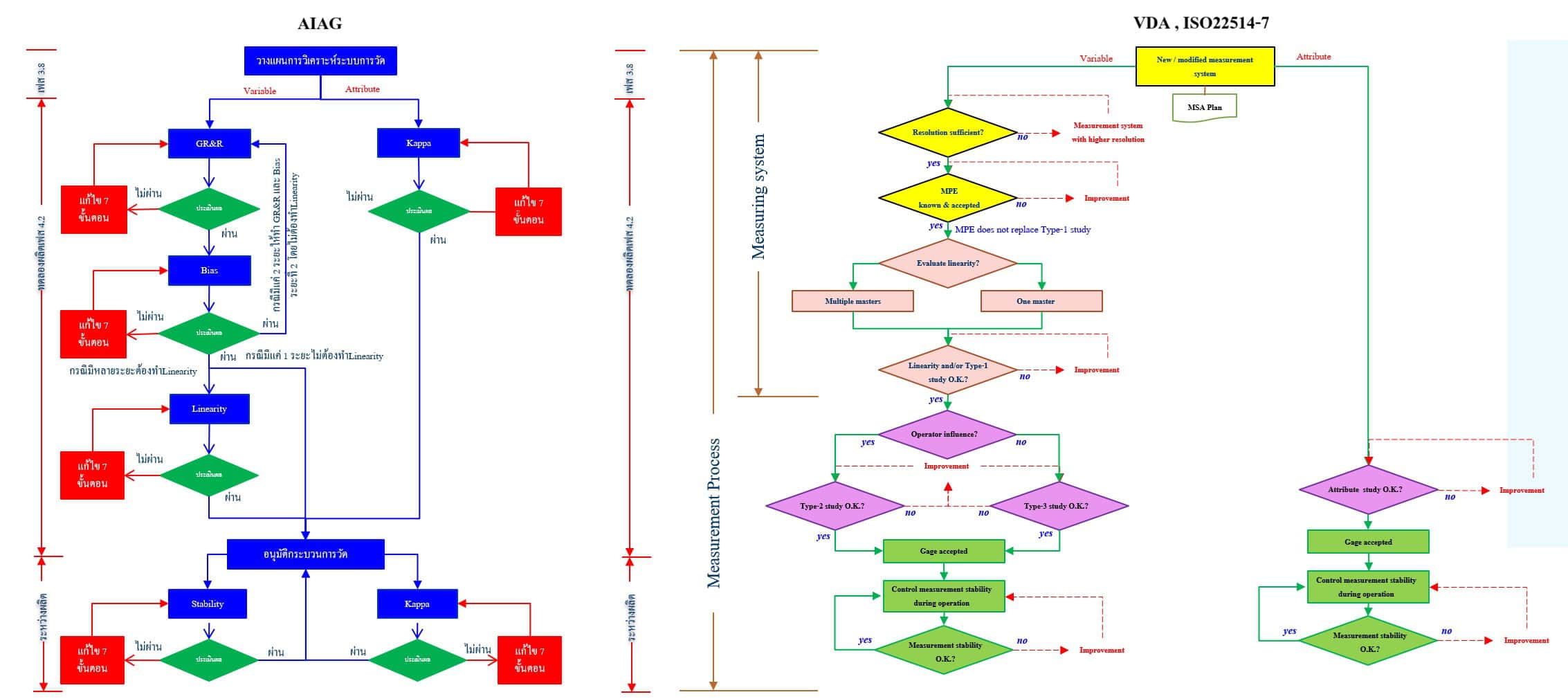
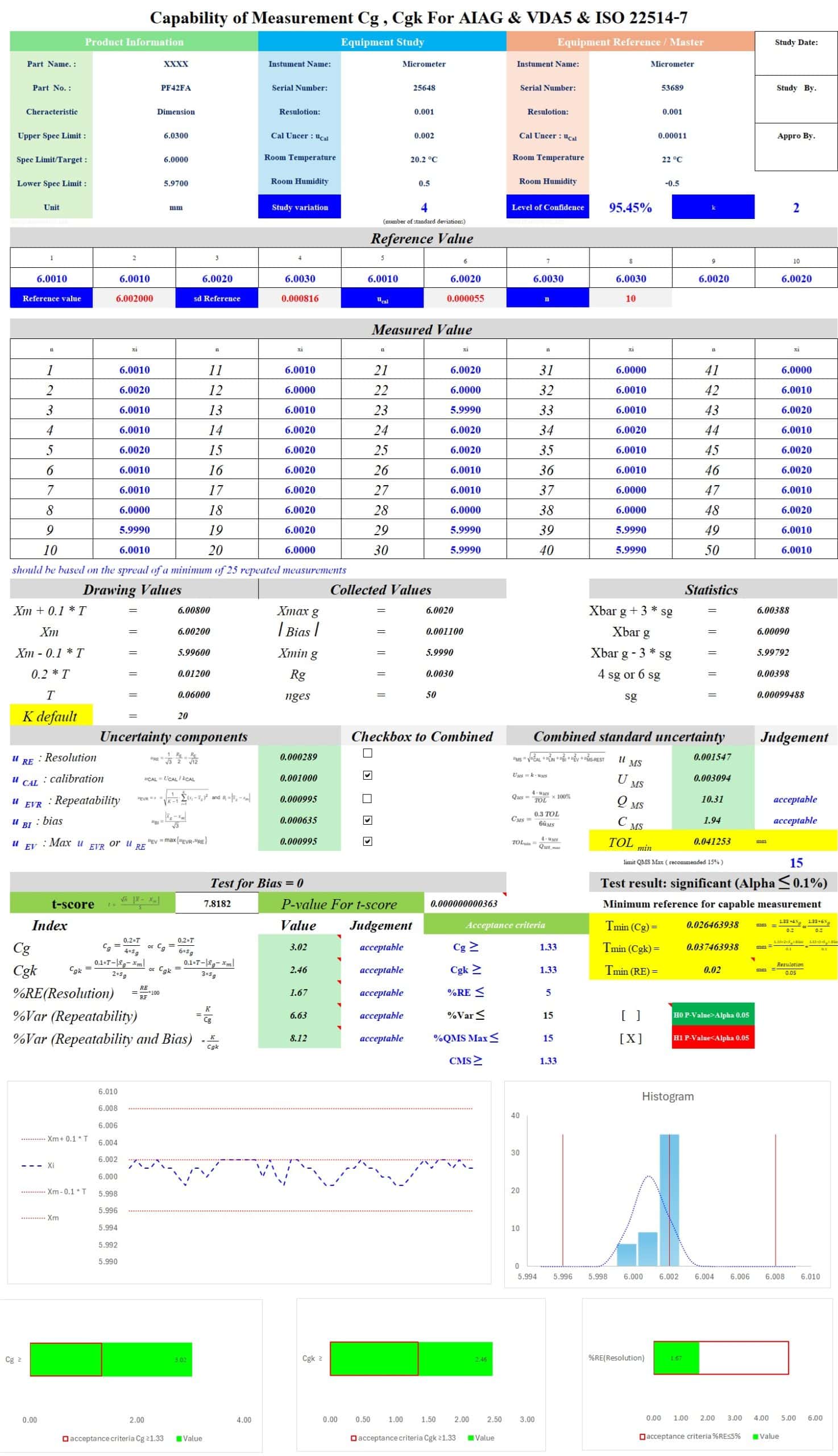
Type 1 Measurement System Analysis – Instrument Capability Study (Single Master, Cg/Cgk Method)
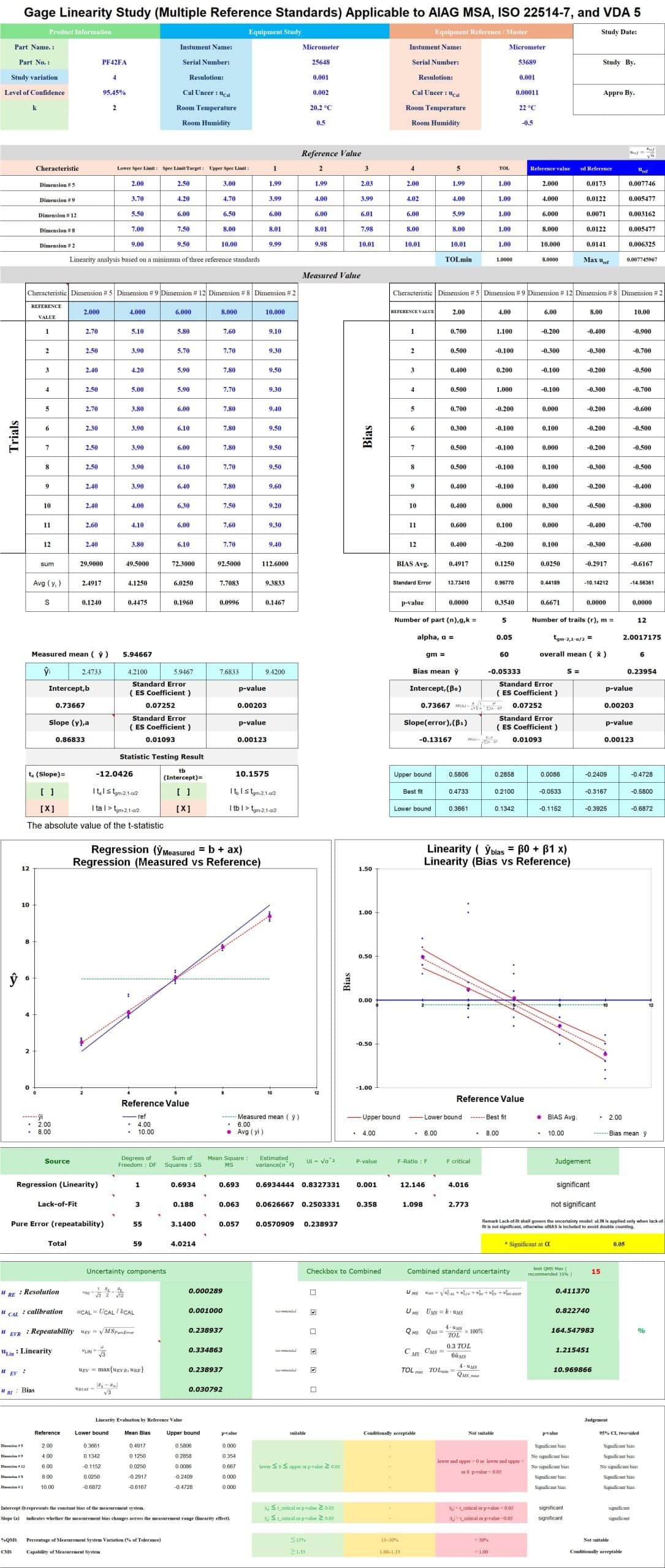
Type 1 Measurement System Analysis – Linearity Study (Multiple Reference Standards)
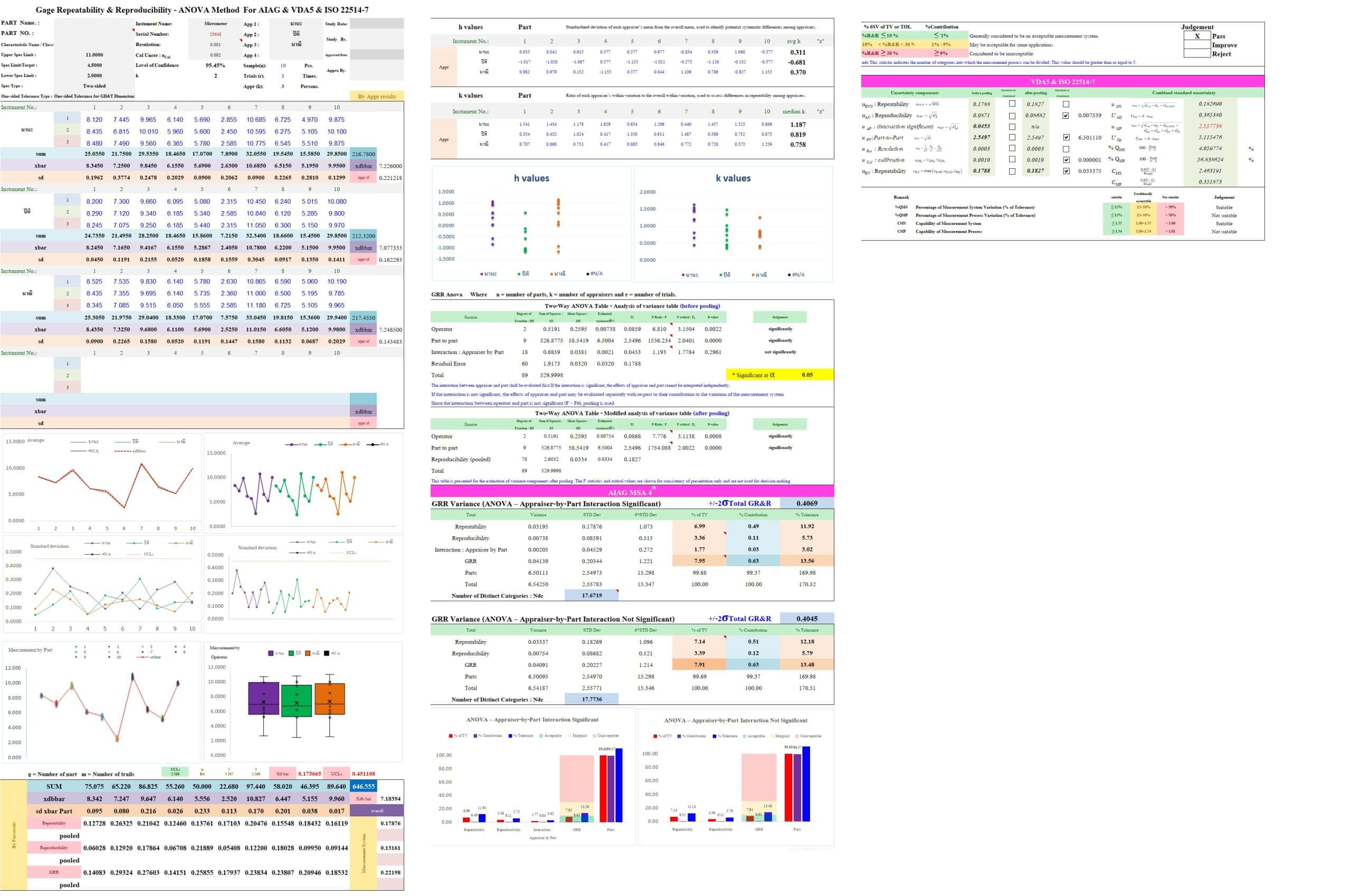
Type 2 Measurement System Analysis (Gage R&R) – Two-Way Random Effects ANOVA with Appraiser and Part Interaction
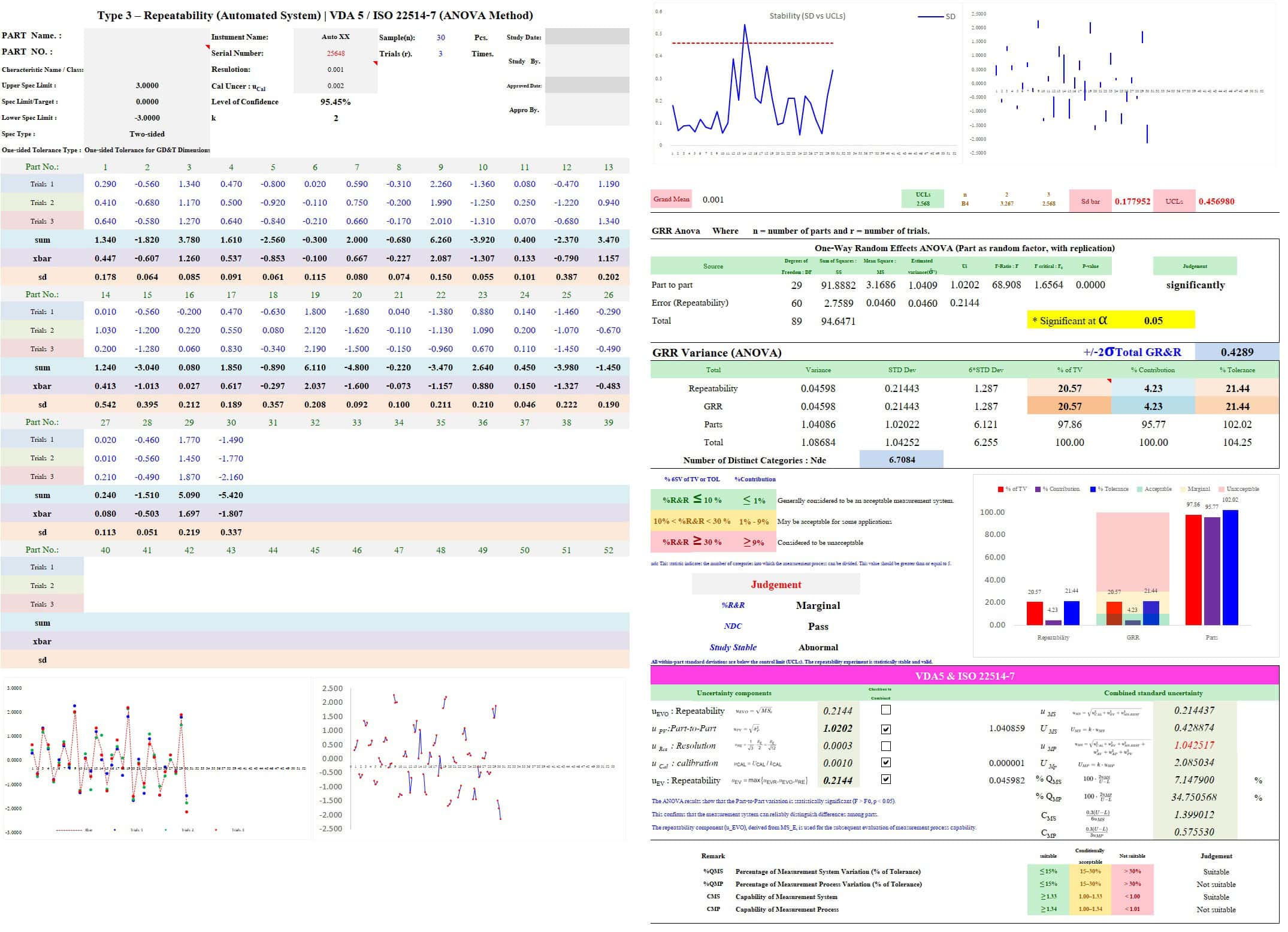
Type 3 Measurement System Analysis – Repeatability Study (One-Way Random Effects ANOVA, No Appraiser Effect)
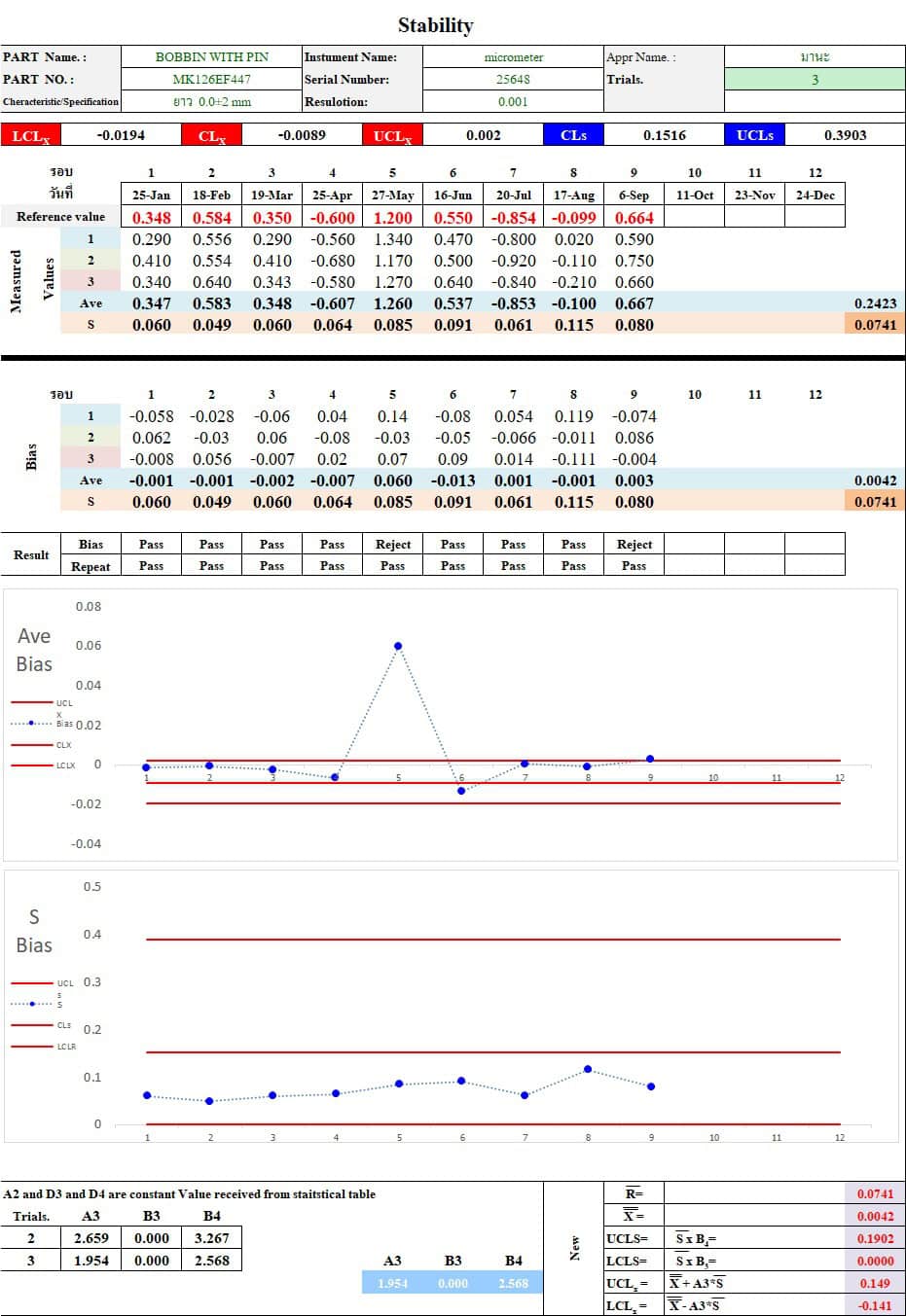
Stability
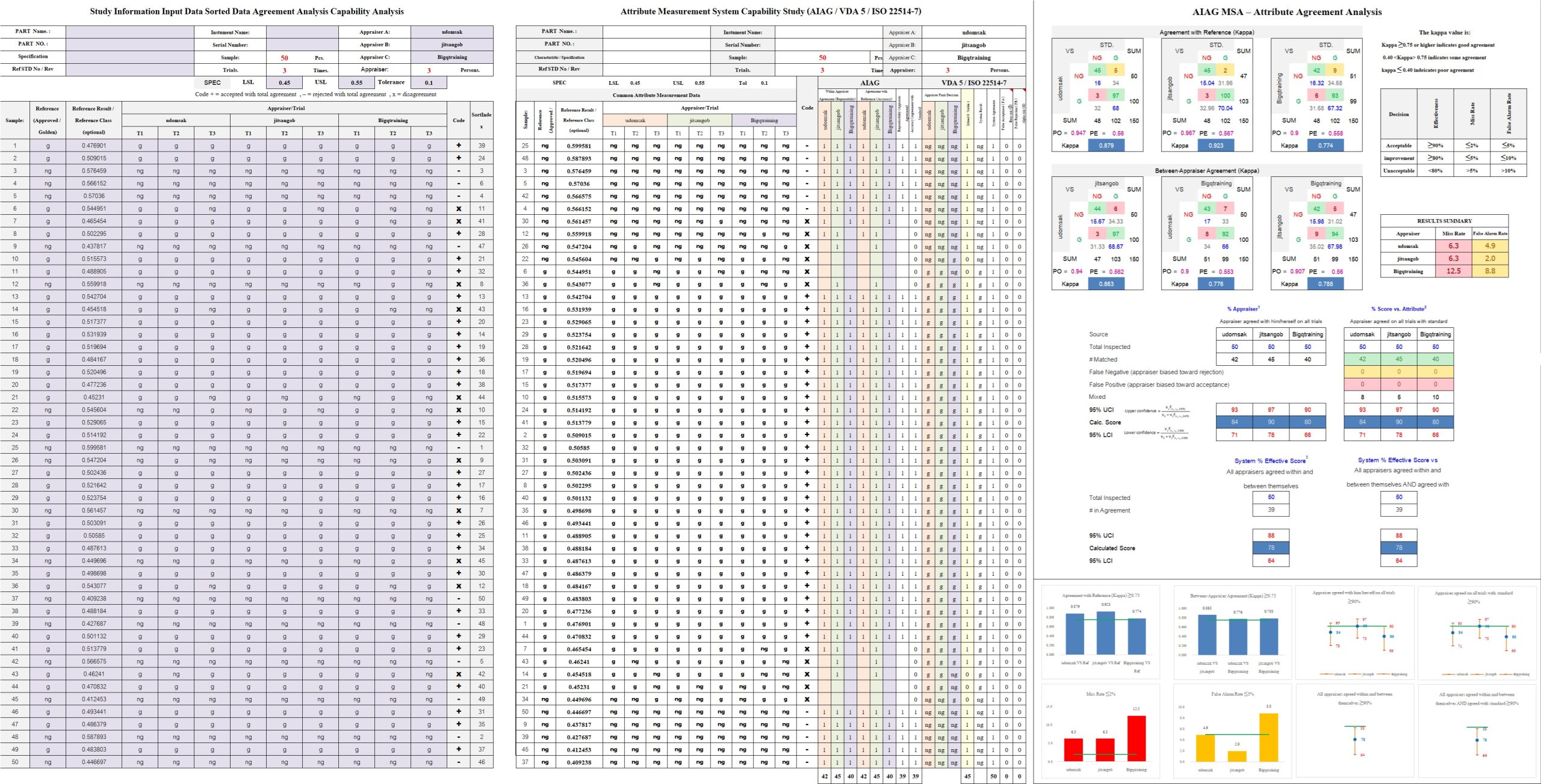
Attribute Measurement System Capability Study
วัตถุประสงค์ หลักสูตร MSA AIAG & VDA
1.เพื่อให้ผู้ฝึกอบรมมีความรู้ความเข้าใจหลักการวิเคราะห์ระบบการวัด Measurement System Analysis ( MSA AIAG & VDA ) 1st Edition ตามคำแนะนำของ AIAG & VDA ทั้งแบบ Variables และ Attribute
2.เพื่อให้ผู้เข้ารับการอบรม มีทักษะการวิเคราะห์ระบบการวัด ( ทดลอง , เก็บข้อมูล วิเคราะห์ผล และ ประเมินสาเหตุของปัญหาได้ ผ่าน Workshop จริง )
กลุ่มเป้าหมาย : ผู้จัดการ หัวหน้างาน และผู้ที่สนใจ
จำนวนผู้เข้าอบรม : 30 คน/รุ่น
กำหนดการอบรม
บทนำ “Coming Soon”
รูปแบบการอบรม
– บรรยาย 30% Workshop 70%
– ทำกิจกรรมกลุ่มในการประเมินและร่วมกันระดมความคิด
สิ่งที่องค์กรต้องจัดเตรียม ( ต่อกลุ่ม )
วิเคราะห์ระบบการวัดแบบ Variable GR&R , bias , Linearity , Stability
1. ชิ้นงาน part เดียวกัน จำนวน 10 ชิ้น จะต้องมีขนาดแตกต่างกันอย่างน้อย 5 กลุ่ม ถ้าต่ำกว่านี้ค่า ndc จะต่ำ
2. เครื่องมือวัด 1ตัว หรือมากกว่า อาจเป็นเวอร์เนียร์หรือไมโคร ความละเอียดแย่สุด1/3 ของspecที่จะวัด (ควรมีความระเอียดมากกว่าไม่งั้นค่า ndc จะต่ำเหมือนกัน
3 โน๊ตบุ๊ค 1 เครื่อง ต้องมีโปรแกรม office excel ด้วย
วิเคราะห์ระบบการวัดแบบ Attribute
1. ชิ้นงานสำหรับทดสอบ part เดียวกัน จำนวน 20 ชิ้น และมีการแบ่งกลุ่มออกเป็น 4 ส่วนดังนี้
ถุงที่ 1 ชิ้นงานดี 30%
ถุงที่ 2 ชิ้นงานเสีย 20%
ถุงที่ 3 ชิ้นงานที่ตัดสินใจยากแต่ดี 25%
ถุงที่4 ชิ้นงานที่ตัดสินใจยากแต่เป็นชิ้นงานเสีย 25%
2. WI limit sample ที่บอกว่าชิ้นงานแบบไหนยอมรับได้หรือไม่ได้
3. ชิ้นงานเสียแต่ละประเภทเอามาใช้สอนก่อนการทดลอง ห้ามนำชิ้นงานที่จะมาทดลองมาสอนเนื่องจากจะเป็นการเฉลย)
4. อุปกรณ์สำหรับตรวจ (ถ้ามี) เช่นแว่นขยายถ้าจำเป็นต้องใช้